

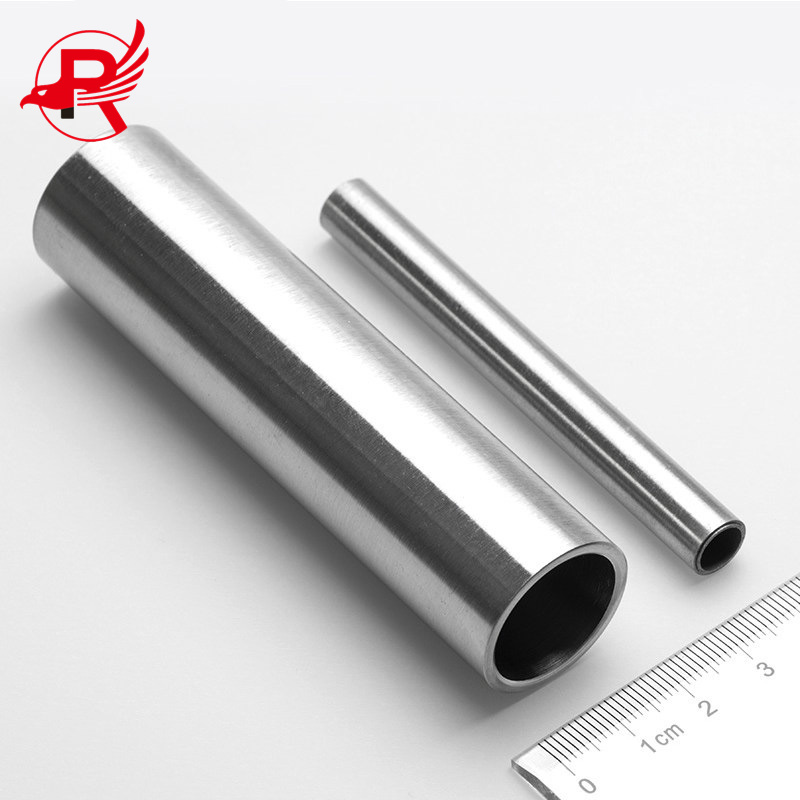
1мм 2мм жоғары сапалы 410 420 430 440 тот баспайтын болаттан жасалған SS түтік




| уақытша | 410 420 430 440 Тот баспайтын болат құбыр |
| Стандартты | JIS, AiSi, ASTM, Ұлыбритания, DIN, EN |
| Шыққан жері | Қытай |
| Бренд атауы | ПАТШАЛЫҚ |
| Түрі | Жіксіз / Дәнекерлеу |
| Болат маркасы | 200/300/400 сериясы, 904L S32205 (2205), S32750 (2507) |
| Қолданба | Химия өнеркәсібі, механикалық жабдықтар |
| Өңдеу қызметі | Иілу, дәнекерлеу, қабықтарды кетіру, тесу, кесу, қалыптау |
| Техника | Ыстықтай илектелген/суықтай илектелген |
| Төлем шарттары | T/T (30% ДЕПОЗИТ) |
| Баға мерзімі | CIF CFR FOB EX-WORK |










Тот баспайтын болат құбыр - бұл негізінен мұнай, химия өнеркәсібі, медициналық емдеу, тамақ, жеңіл өнеркәсіп, механикалық аспаптар және т.б. сияқты өнеркәсіптік көлік құбырларында, сондай-ақ механикалық құрылымдық компоненттерде қолданылатын қуыс ұзын дөңгелек болат түрі. Сонымен қатар, иілу және бұралу беріктігі бірдей болған кезде салмағы жеңіл болады, сондықтан ол механикалық бөлшектер мен инженерлік құрылымдарды өндіруде кеңінен қолданылады. Сондай-ақ жиһаз және ас үй ыдыстары ретінде де кеңінен қолданылады.
Ескерту:
1. Тегін сынама алу, сатудан кейінгі 100% сапа кепілдігі, кез келген төлем әдісін қолдау;
2. Дөңгелек көміртекті болат құбырлардың барлық басқа сипаттамалары сіздің талабыңызға сәйкес (OEM&ODM) қолжетімді! Зауыттық бағаны сіз ROYAL GROUP компаниясынан аласыз.
Тот баспайтын болаттан жасалған құбырлардың химиялық құрамы
| Химиялық құрамы % | ||||||||
| Бағасы | C | Si | Mn | P | S | Ni | Cr | Mo |
| 201 | ≤0 .15 | ≤0 .75 | 5. 5-7. 5 | ≤0.06 | ≤ 0,03 | 3,5 -5,5 | 16.0 -18.0 | - |
| 202 | ≤0 .15 | ≤l.0 | 7.5-10.0 | ≤0.06 | ≤ 0,03 | 4.0-6.0 | 17.0-19.0 | - |
| 301 | ≤0 .15 | ≤l.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 6.0-8.0 | 16.0-18.0 | - |
| 302 | ≤0 .15 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 8.0-10.0 | 17.0-19.0 | - |
| 304 | ≤0 .0.08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 8.0-10.5 | 18.0-20.0 | - |
| 304L | ≤0.03 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 9.0-13.0 | 18.0-20.0 | - |
| 309S | ≤0.08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 12.0-15.0 | 22.0-24.0 | - |
| 310S | ≤0.08 | ≤1.5 | ≤2.0 | ≤0,035 | ≤ 0,03 | 19.0-22.0 | 24.0-26.0 | |
| 316 | ≤0.08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 10.0-14.0 | 16.0-18.0 | 2.0-3.0 |
| 316 л | ≤0 .03 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 12.0 - 15.0 | 16 .0 -1 8.0 | 2.0 -3.0 |
| 321 | ≤ 0.08 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 9.0 - 13.0 | 17.0 -1 9.0 | - |
| 630 | ≤ 0.07 | ≤1.0 | ≤1.0 | ≤0,035 | ≤ 0,03 | 3.0-5.0 | 15.5-17.5 | - |
| 631 | ≤0.09 | ≤1.0 | ≤1.0 | ≤0.030 | ≤0,035 | 6.50-7.75 | 16.0-18.0 | - |
| 904L | ≤ 2.0 | ≤0,045 | ≤1.0 | ≤0,035 | - | 23.0·28.0 | 19.0-23.0 | 4.0-5.0 |
| 2205 | ≤0.03 | ≤1.0 | ≤2.0 | ≤0.030 | ≤0.02 | 4,5-6,5 | 22.0-23.0 | 3.0-3.5 |
| 2507 | ≤0.03 | ≤0.8 | ≤1.2 | ≤0,035 | ≤0.02 | 6.0-8.0 | 24.0-26.0 | 3.0-5.0 |
| 2520 | ≤0.08 | ≤1.5 | ≤2.0 | ≤0,045 | ≤ 0,03 | 0,19 -0,22 | 0. 24 -0. 26 | - |
| 410 | ≤0.15 | ≤1.0 | ≤1.0 | ≤0,035 | ≤ 0,03 | - | 11.5-13.5 | - |
| 430 | ≤0.1 2 | ≤0,75 | ≤1.0 | ≤ 0,040 | ≤ 0,03 | ≤0.60 | 16.0 -18.0 | |
Суықтай илемдеудің және илемдегеннен кейін бетті қайта өңдеудің әртүрлі өңдеу әдістері арқылы тот баспайтын болаттан жасалған беткі әрлеубарs әр түрлі түрлері болуы мүмкін.

Тот баспайтын болаттан жасалған құбырларға арналған беткі өңдеудің көптеген түрлері бар, олардың әрқайсысының өзіндік ерекшеліктері мен артықшылықтары бар.
Тот баспайтын болаттан жасалған құбырларға арналған ең көп таралған беттік өңдеу түрлерінің бірі - 2B өңдеу. Бұл беттік өңдеу тот баспайтын болат парақты суықтай илемдеу және содан кейін оны күйдіру арқылы жүзеге асырылады. Алынған бет тегіс, күңгірт әрлеуге ие, бұл эстетика басты мәселе емес жерлерде қолдануға өте ыңғайлы.
Тот баспайтын болаттан жасалған құбырлардың тағы бір танымал әрлеуі - щеткамен өңдеу. Бұл әрлеу тот баспайтын болаттан жасалған құбырдың бетінде тік немесе көлденең сызықтар жасау үшін сым щетканы пайдалану арқылы жүзеге асырылады. Щеткамен өңдеу көбінесе эстетика маңызды фактор болып табылатын қолданбаларда, мысалы, сәулет немесе сәндік қолданбаларда қолданылады. 2B және щеткамен өңдеуден басқа, тот баспайтын болаттан жасалған құбырларда BA бетін өңдеу және айна бетін өңдеу сияқты басқа да бетін өңдеу түрлері бар.
BA әрлеуі тот баспайтын болатты жарқын күйдіру арқылы жүзеге асырылады, нәтижесінде жоғары шағылыстыратын беттік әрлеу пайда болады. Айна әсері тот баспайтын болат бетін жоғары жылтырлыққа дейін жылтырату арқылы жүзеге асырылады, нәтижесінде айна тәрізді көрініс пайда болады.
Тот баспайтын болаттан жасалған құбырлардың беткі әрлеуін таңдау қолданылуы, қоршаған орта және қалаған эстетика сияқты бірнеше факторларға байланысты. Мысалы, 2B әрлеуі эстетика маңызды фактор болып табылмайтын өнеркәсіптік қолданыстарға жарамды болуы мүмкін, ал қылқаламмен немесе айнамен әрлеу сәулеттік немесе сәндік қолданыстарға жарамды болуы мүмкін. Қорытындылай келе, тот баспайтын болаттан жасалған құбырдың беткі әрлеуі оның өнімділігі мен беріктігіне әсер ететін маңызды фактор болып табылады.
Әртүрлі беттік өңдеулер қолданылуына және қалаған эстетикасына байланысты әртүрлі қасиеттер мен артықшылықтарды ұсынады. Тот баспайтын болаттан жасалған құбырлар әртүрлі салаларда танымал материал болып қала береді, ал оның беттік әрлеуі оның табысты болуында маңызды рөл атқарады.
Негізгі өндіріс процесі: дөңгелек болат → қайта тексеру → қабыршақтау → дайындама → орталықтандыру → қыздыру → перфорация → маринадтау → жалпақ басы → тексеру және ұнтақтау → суықтай илемдеу (суықтай созу) → майсыздандыру → термиялық өңдеу → түзету → құбырды кесу (ұзындығына бекітілген) → маринадтау/пассивациялау → дайын өнімді тексеру (құйынды ток, ультрадыбыстық, су қысымы) → қаптау және сақтау.
Өндірістің алғашқы қадамытот баспайтын болаттан жасалған құбырларшикізатты таңдау болып табылады. Тот баспайтын болат темірден, хромнан және никель, молибден немесе титан сияқты басқа да металдардың әртүрлі мөлшерінен тұрады. Дайын өнімнің ең жақсы сапасы мен сипаттамаларын қамтамасыз ету үшін жоғары сапалы шикізатты таңдау маңызды.
Шикізат таңдалғаннан кейін, өндіріс процесінің келесі қадамы болатты пеште балқыту болып табылады. Содан кейін балқытылған болат қатты дайындама жасау үшін қалыпқа құйылады.
Содан кейін дайындама ыстықтай илемдеу фабрикасына жіберіледі, онда ол қажетті пішінге келтіріледі. Содан кейін ыстықтай илемделген болат қасиеттерін жақсарту үшін күйдіру немесе шынықтыру сияқты қосымша термиялық өңдеуден өтеді. Күйдіру болатты жоғары температураға дейін қыздыруды, содан кейін оны жұмсақ және иілгіш ету үшін баяу салқындатуды қамтиды. Шынықтыру болатты шынықтыру және берік ету үшін тез салқындатуды қамтиды.
Өндірістің келесі кезеңі - механикалық өңдеу.Тот баспайтын болаттан жасалған түтіктертокарлық станоктар, фрезерлік станоктар және бұрғылар сияқты әртүрлі құралдарды пайдаланып, соңғы пішініне, өлшеміне және ұзындығына дейін өңделеді.
Өңдеу процесі кедір-бұдыр немесе қылшықтар сияқты кез келген беткі кемшіліктерді жоюды да қамтуы мүмкін. Өңдеу процесінен кейін тот баспайтын болаттан жасалған құбырлар тексеруге жібермес бұрын кез келген ластануды кетіру үшін тазаланады. Бұл дайын өнімнің қажетті сипаттамалар мен сапа стандарттарына сәйкес келуін қамтамасыз етудегі маңызды қадам.
Сынақ процесі қысымды сынауды, магниттік бөлшектерді сынауды, ультрадыбыстық сынауды және басқа да сынақтарды қамтиды. Соңында, тот баспайтын болат құбыр дайын және жөнелтуге немесе орнатуға дайын.
Құбырлардың сыртқы түрін және коррозияға төзімділігін жақсарту үшін оларға жылтырату, тегістеу немесе электрожылтырату сияқты әртүрлі беткі өңдеулерді қолдануға болады.
Қорытындылай келе, тот баспайтын болаттан жасалған құбырларды өндіру процесі күрделі және біліктілікті және егжей-тегжейлі назар аударуды қажет етеді. Дегенмен, тот баспайтын болаттан жасалған құбырлардың артықшылықтары оны әртүрлі салаларда танымал материал етеді. Сапалы шикізатты таңдау, балқыту, құю, илемдеу, термиялық өңдеу, механикалық өңдеу, тексеру және әрлеу процесі қатал жағдайларға төтеп бере алатын және жылдар бойы сенімді қызмет көрсететін берік, коррозияға төзімді өнімге әкеледі.
Қаптама әдетте жалаңаш, болат сыммен байланыстырылған, өте берік.
Егер сізде арнайы талаптар болса, тот баспайтын қаптаманы және одан да әдемісін пайдалана аласыз.

Көлік:Экспресс (үлгі жеткізу), әуе, теміржол, құрлық, теңіз арқылы тасымалдау (FCL немесе LCL немесе көптеп жеткізу)


Біздің тұтынушымыз

С: UA өндірушісі ме?
A: Иә, біз өндірушіміз. Біздің Қытайдың Тяньцзинь қаласында орналасқан өз зауытымыз бар.
С: Маған бірнеше тонна ғана сынақ тапсырысы бере аламын ба?
A: Әрине. Біз сізге жүкті LCL қызметімен жеткізе аламыз (контейнерлік жүктеме аз)
С: Егер үлгі тегін болса?
A: Үлгі тегін, бірақ сатып алушы жүк тасымалы үшін төлейді.
С: Сіз алтын жеткізушісіз бе және сауда кепілдігімен қамтамасыз етесіз бе?
A: Біз жеті жыл бойы алтын жеткізушіміз және сауда кепілдігін қабылдаймыз.
-
1,5 мм қалыңдығы 410 градусты айна жылтыратқыш тот баспайтын болаттан жасалған S ...
-

301 302 303 304 304L 309 310 310S 316 316L 321 ...
-

2b/Ba/№1/№4/Hl/8K Ss катушка суықтай жайылған/ыстық...
-

630 тот баспайтын болаттан жасалған шыбықтар
-

Royal Group 201 202 204 жіксіз тот баспайтын болат...
-

408 409 410 416 420 430 440 Тот баспайтын болаттан жасалған құбыр...





